中文網站
中文網站 英文網站
英文網站 OA 入口
OA 入口



一、應用范圍
廣泛應用于汽車行業領域的白車身總成、側圍總成、外板加強板總成、后輪包總成、B柱內板總成、后圍板總成等部分。
二、線體主要參數
基礎定位精度:±0.20mm
支撐塊形式:分割式
調整墊片:墊片0.5mm*2塊,1.0mm*2塊,共3mm
定位銷有效長度:5~7mm
夾具底板厚度:30mm
三、產品簡介
四、產品優勢
采用工裝夾具來定位零件進行焊接,可以保證焊接過程中及焊合總成件各組成件之間的正確的相對位置,防止工件的變形。尤其在批量生產時,可以保證產品的穩定性和一致性,提高焊接質量。
②、確保了車身整體的焊接精度和操作的便捷
夾緊機構的零件選擇相同機械性能的材料,當型面定位塊有焊鉗導向功能時,型面定位塊采用抗磁性不銹鋼材料,同時絕緣良好。當焊鉗焊接時,被焊鉗包容的夾具零件采用抗磁性不銹鋼材料,確保了車身整體的制造精度和穩定性。
③、降低勞動強度,提高生產效率
焊裝夾具能夠快速定位零件,零件安裝方便、省力,有效減少零件安裝定位和夾緊時的繁重體力勞動。采用高效率的焊接工裝夾具,較少零件裝配時間,從根本上提高了汽車制造的勞動效率,同時也有利于焊接生產的安全管理。
④、降低白車身制造成本
減少裝配和焊接需要的工時,提高生產效率,而且降低焊接生產過程對工人的技能要求,焊接質量的提高,也減少了大量的返修浪費,生產工序整體得到簡化,縮短了整個白車身的制造周期,使得白車身成本大幅降低。
⑤、拆裝方便、縮短產品更新轉型周期
夾具采用整體式或組合式結構,拆裝方便,柔性較強,方便客戶更換其他產品的使用。縮短了產品改型換代的準備周期(只需修改軟件和必要的夾具等),減少相應的設備投資。
⑥、設備檢查維護方便、售后體系完善
公司為新三板上市企業,具有完備的售后體系,產品部件盡可能標準化和模塊化,簡化了定期檢查或零件更換作業,提高了設備的維護性。工程師現場協調指導產品的安裝調試,提供全面的技術服務及資料。
五、產品結構(圖)
六、工作流程
通過自動上下料機器人抓取工件機器人將工件放置于定制工裝夾具上通過工裝拼臺上的定位銷、定位塊、夾頭等工作單元的共同作用,將焊件安裝并定位夾緊機器人轉換焊接槍頭進行焊接。
七、關鍵技術應用
便捷定位技術——汽車車身部件定位用的定位銷采用滑動結構,不同于以往手動裝取的形式。該結構現場操作方便,定位銷不會丟失,大大提高了焊接的效率。
手動壓緊機構——工裝夾具可手動壓緊,壓緊機構利用四桿機構的死點固定原理進行設計,壓緊力增大,操作便捷可靠。
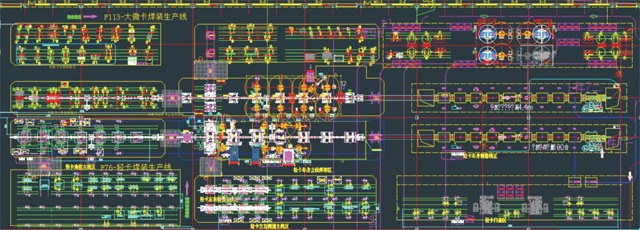
整線自動化集成控制技術——整條生產線糅合了六軸機器人集成應用、非標專用設備應用、非標工裝設計應用、在線檢測和自動化管路切換設計應用,在自動化領域的較高設計應用和集成設備。
焊接夾具柔性設計——本產品的柔性化系統能夠滿足不同的車部件、不同批次的上件方式,實現在一臺夾具上完成焊接的功能,上件過程中夾具切換方便,節省了設備的占用空間。
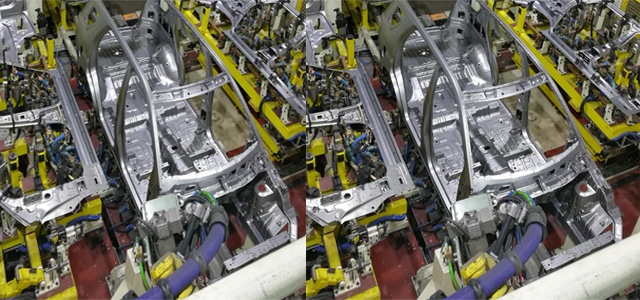
八、應用案例
汽車車身焊接生產線工裝夾具(案例圖)